欢迎来到宁波迪开机械设备有限公司!
0574-87509561



在模具制造行业,紫铜电极加工环节极为关键,特别是使用小刀具进行作业时,任何细节都可能对加工质量产生重大影响。在此,我将分享使用 4 毫米左右小刀具加工紫铜电极过程中的宝贵经验,期望能为同行们提供实用的借鉴。
在紫铜电极加工中,刀具的选择堪称重中之重。当运用 4 毫米左右的小刀具时,强烈建议优先选用两刃刀具。紫铜本身具有粘性,倘若使用多刃刀具,例如四刃刀,在加工过程中所产生的铜屑会极易粘附在刀刃之上。一旦铜屑大量附着,刀具的切削力便会急剧下降,致使在铣削时难以切入材料,出现切削不动的困境。

不仅如此,铜屑的粘附还会严重影响加工精度。在处理带有拐角、尖角的部位时,由于刀具切削力不足,原本清晰的棱线会变得模糊不清,两个面相交处的线条无法呈现出应有的锐利度,这对电极的成型精度产生了极大的负面影响,进而波及模具最终的成型质量。
选用两刃刀具,能够有效缓解铜屑粘附现象。刀刃数量的减少,降低了铜屑在刀刃上的附着几率,从而使刀具始终维持良好的切削性能。在实际加工操作中,使用两刃刀具可明显感受到切削过程更为顺畅,加工出的拐角、尖角部位线条清晰,电极精度得到了切实保障。
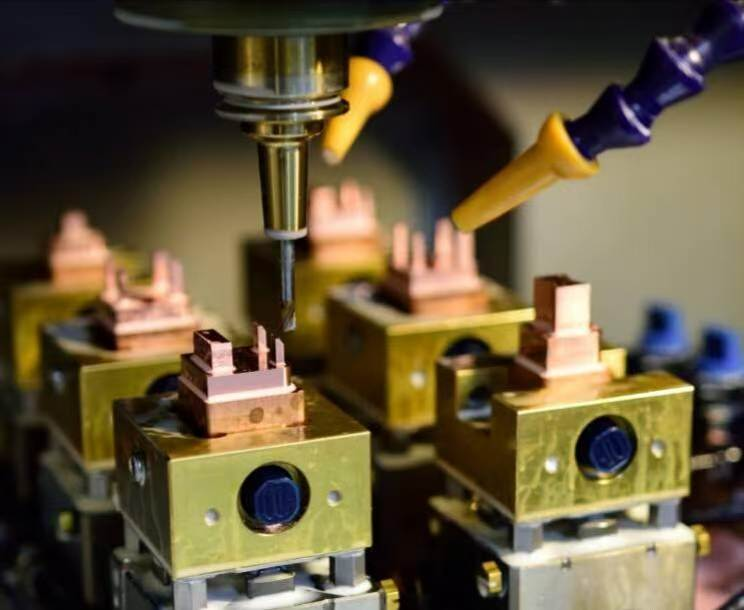
此外,在铣削过程中,辅助措施同样不可或缺。建议在对工件进行铣削的部位,同时采用吹气与添加切削油的方式。吹气能够及时吹走部分铜屑,减少其在刀具周围的积聚;而切削油的添加,则能进一步降低铜屑的粘性,使其更难粘附在刀刃上。二者相互配合,能确保被铣削下来的铜粉或铜沫子不容易附着在刀刃上,让刀具始终保持清洁,维持稳定的切削能力。
总之,在紫铜电极小刀具加工过程中,刀具刃数的选择以及恰当的辅助措施都不容忽视。
希望本文所分享的经验,能够为广大模具加工从业者带来有益的参考,助力大家在工作中提升加工质量与效率。
本文由宁波迪开机械设备有限公司原创


